

陈明轩,张秀凤,项永金(格力电器(合肥)有限公司,安徽合肥230088) 摘要:空调主...。
陈明轩,张秀凤,项永金(格力电器(合肥)有限公司,安徽 合肥 230088)
摘 要:空调主板或显示板上在实际应用过程反馈蜂鸣器发声不良、工作失效问题突出,且大部分与蜂鸣器耐热有关导致塑壳熔化塑壳熔化为蜂鸣器耐热性能低,通过对大量失效蜂鸣器分析及结构设计进行深入研究,发现蜂鸣器结构设计存在缺陷以及引脚材质的选型有一定的问题,该缺陷大多分布在在蜂鸣器塑壳结构引脚材质两个部分造成,主要质量投诉问题为引脚与蜂鸣片接触不良产生声音嘶哑、无声音、塑壳熔化导致引脚下沉与蜂鸣片接触开路,通过重新设计蜂鸣器底部塑壳结构和引脚材质的改善有效解决蜂鸣器耐热性低问题。
蜂鸣器—顾名思义, 它是一种能发出像蜜蜂一样喻叫声响,当然声音比蜜蜂叫声响得多的电子器件。由于它结构相对比较简单,体积小,耗电少,稳定性很高,且能发出清脆悦耳的声音,在家用行业系统中应用非常普遍。
目前, 空调主板使用的蜂鸣器几乎都采用压电陶瓷片。它是用钻铁酸铅材料冲压成圆片,进行高温烧结、涂银层等工艺处理,即具有压电效应。所谓压电效应是指压电陶瓷片在受力作用后, 其厚度上发生机械变形, 导致其表面上出现电荷或在其电极上产生电位差。陶瓷蜂鸣器主要是由压电陶瓷片即发生单元、金属片、电极、金属层、共振箱、外翠等构成, 如图1所示。
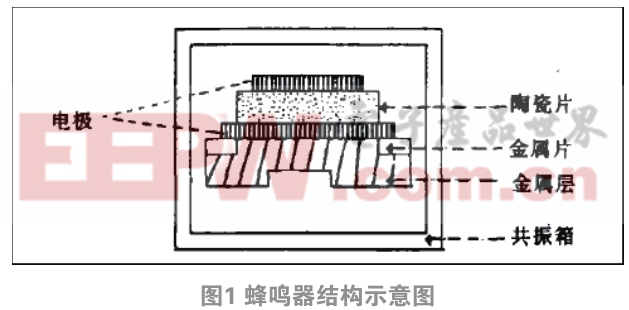
空调主板上使用的多为单面结构的发声单元, 即用一片圆形压电元件和金属片等合而成, 当把它们固定在一个腔体内, 就形成压电陶瓷蜂鸣器, 即蜂鸣器。
蜂鸣器是利用压电效应工作的, 当一外加电压作用于压电元件的两个电极间时, 由于压电效应, 使陶瓷体产生机械形变效应, 形变的形状与外加电压有关。如果加上交变信号一般的蜂鸣器有一个直流变交流的电路,当陶瓷蜂鸣器体上加上与压电片的极化方向相同的电压时, 则极化强度增强,陶瓷片就沿径向伸长。反之, 当外加电压方向与陶瓷片极化方向相反时, 极化强度减弱, 脚瓷片就沿径向收缩。即形成所谓的“电致伸缩”现象。由于粘胶在陶瓷片上的金属片既不扩张也不收缩。当陶瓷片产生“电致伸缩”现象时, 整个发音元件就会出现上下弯曲, 即使陶瓷片的径向伸缩变为弯曲振动。当陶瓷片产生时大时小, 时上时下的振动, 并激励着周围的空气发出相应的声波, 当声波与共振箱体产生共振时, 即可听到较大的响声了。
压电式蜂鸣器是一种电声转换器件,将压电材料粘贴在金属片上,当压电材料和金属片两端施加上一个电压后,因为压电效应,蜂鸣片就会产生机械变形而发出声响;其谐振频率较高,一般为2 000 Hz~4 000 Hz,而与蜂鸣片接触的引脚不管是圆形还是扁形,末端都是与蜂鸣片接触的,蜂鸣器受波峰焊高温影响底部塑壳出现熔化,引脚会存在向下沉的现象,由于蜂鸣片是已经固定在蜂鸣器内部的,当引脚下沉后就会出现与蜂鸣片接触不良或开路现象,造成声音小或无声音现象,问题急需做多元化的分析研究解决。

(1)压电式蜂鸣器底部直接与PCB板接触,整个面完全贴合,在生产线℃,过波峰焊时,锡炉的热量会聚积在蜂鸣器引脚插装的PCB板孔内,由于塑壳底部紧贴板面孔内的热量无法散发,蜂鸣器塑料底部凸台上没有气流通道,凸台与主板没有间隙,波峰焊焊接过程中产生的热气流没有排放通道,只能聚焦于焊点周围;紫铜材质导热性好,针脚受热后,温度直达塑壳,致使塑壳出现熔化现象。

蜂鸣器塑壳熔化与引脚材质同样有关,经过测试,引脚的材质为紫铜,而紫铜在一般的引脚材质中导热性相比来说较高,导热系数为386.4 W/(m·k),通过对各种铜类的导热性对比,发现紫铜的导热性最高,因此在过波峰焊时,锡炉的温度很快能够最终靠引脚传递到塑壳,而行业内塑壳为PBT材质,PBT的材质熔点为225℃~235℃,低于锡炉270±5℃,因此引脚的导热性能同样是塑壳熔化因素之一。

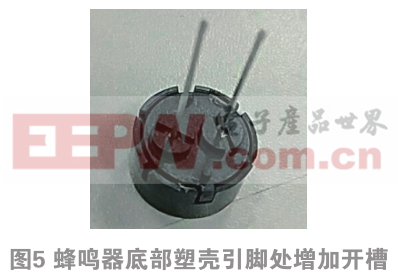
(1)关于蜂鸣器引脚插装孔的热量散发不出去问题,通过将蜂鸣器塑壳底部开槽进行解决,底部开槽不影响性能,不影响装配,在过波峰焊时,热量通过底部的开槽散发出去,防止了底部温度的聚积。
(2)引脚材质由紫铜改为磷青铜,引脚的导热性降低7.7倍,锡炉的温度不会很快被传到塑壳,且引脚过锡炉的时间约为3.5 s~5 s,理论上可完全解决塑壳受热熔化问题。
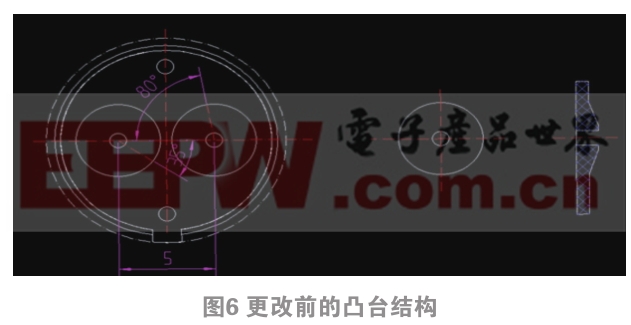
改变凸台结构和针脚材质,将塑壳底部凸台由平面更改为通槽(以引脚为中心并向两个方向延伸),具体结构更改点前后变化如图6和7。波峰焊接过程中热气能够从两个方向快速的给排出,降低塑壳在高热量环境中熔化风险;在不改变蜂鸣器原有性能的情况下,将针脚材质由导热性好的紫铜更改为不易发热的磷铜,规避高温快速的传递给塑壳导致塑壳熔化问题的发生。
具体更改点:确定更改后的凸台结构,以引脚为中心并向两个方向延伸开槽,槽口深度控制在0.3cm~0.35cm,槽宽控制在0.7cm~0.71 cm。更改后的开槽凸台结构建立了热量流通渠道,使热量能够从设计的轨道快速的流出,降低塑壳及凸台高温环境中熔化风险。

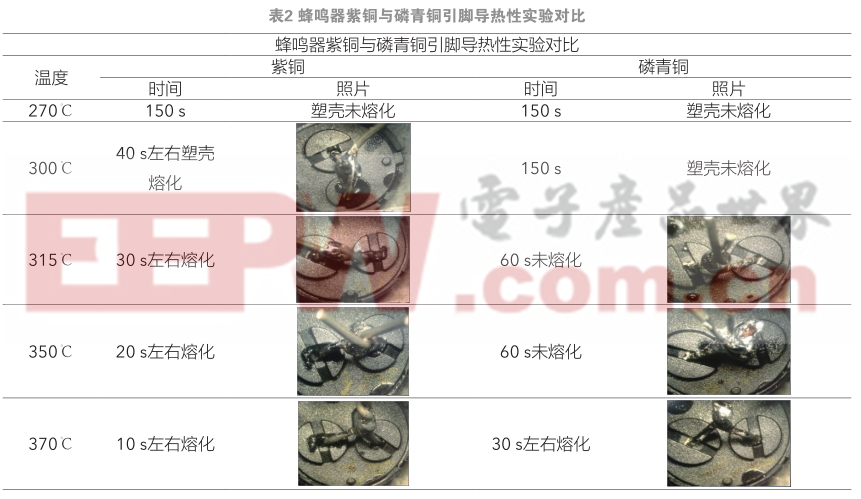
通过对蜂鸣器塑壳底部增加开槽以及引脚材质由紫铜改为磷青铜,进行引脚高温加锡焊接实验对比,如表2。通过表2的实验对比能够准确的看出,引脚材质改为磷青铜的蜂鸣器明显比紫铜材质好,导热性慢,塑壳不容易熔化,整改有效。
压电式蜂鸣器内部蜂鸣片接触的引脚不管是圆形还是扁形,末端都是通过波峰焊锡炉焊接存在主板上的,那么引脚一边与高温锡炉接触一边是塑壳,在后续的失效整改中,导热性的因素需要完全考虑,以及器件插装孔内热量的散发方式,通过引脚材质和结构上的整改,能够有效解决塑壳耐热不足熔化问题,为今后的类似器件失效整改提供经验。
致谢:感谢格力电器给我的平台让我长期在电子生产的全部过程中积累了宝贵的工作经验,让我结合实际对学习到的知识用于实际改善中,感谢出版社给予的机会将自己所积累的经验发表,谢谢!
陈明轩(1989-),男,助理工程师,主要研究方向:电子元器件失效分析。
本文来源于科技期刊《电子科技类产品世界》2019年第8期第65页,欢迎您写论文时引用,并标注明确出处
kaiyuntiyu成立于2004年,kaiyuntiyu自创办以来以软件和硬件开发相结合,为广大客户的各类电子产品提供完整的设计方案和PCBA的生产配套,形成一套完整的服务体系。